Nagu te kõik teate, koosnevad pistikud plastikust korpustest ja klemmidest.Milline on plastkorpuste, klemmide valmistamise ja seejärel pistikuteks kokkupanemise protsess?See artikkel tutvustab pistiku tootmisprotsessi.

1, tembeldamine
Elektrooniliste pistikute tootmisprotsess algab tavaliselt tihvtide tembeldamisega.Elektroonilised pistikud (tihvtid) tembeldatakse õhukestest metallribadest suurte kiirete pressidega.Suure metalllindi rulli üks ots juhitakse stantsimismasina esiotsa ja teine ots mähitakse läbi stantsimismasina hüdraulilise laua rullrihma rattasse ja rullrihma ratas tõmbab metallrihma välja. ja rullib valmistoote välja.
2, galvaniseerimine
Ühendustihvt tuleks pärast tembeldamist saata galvaniseerimissektsiooni.Selles etapis on pistiku elektrooniline kontaktpind kaetud erinevate metallkatetega.
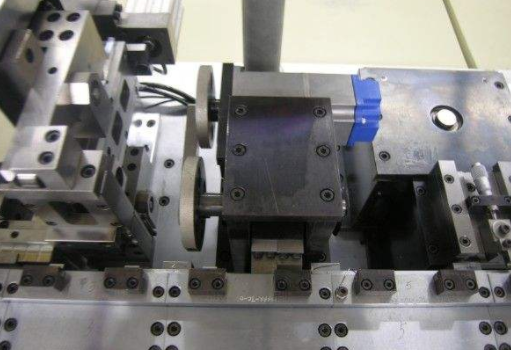
 3, süstimine
3, süstimine
Elektroonilise pistiku plastkarbi hoidik valmistatakse survevalu etapis.Tavaline protsess hõlmab sula plasti süstimist metallmembraanidesse, mis seejärel kiiresti jahutatakse.Niinimetatud "leke" tekib siis, kui sulaplast ei täida membraane täielikult.See on tüüpiline defekt, mida tuleb survevalu ajal katsetada.Muud defektid hõlmavad tungraua täitmist või osalist ummistumist (mida tuleb hoida puhtana ja blokeerimata, et tihvt lõpliku kokkupaneku ajal korralikult sisestada).Masinnägemissüsteem, mida kasutatakse kvaliteedikontrolliks pärast survevalu, on suhteliselt lihtne, kuna taustvalgus suudab hõlpsasti tuvastada kastipesa lekkeid ja pistikupesasid.
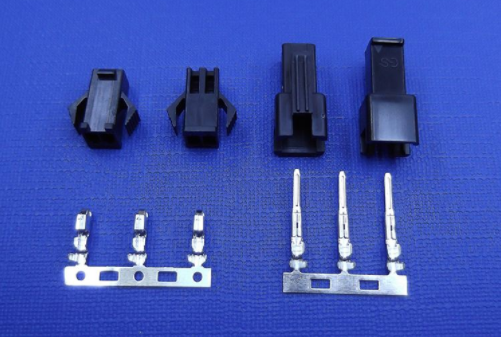
4, koost
Elektrooniliste pistikute valmistamise viimane etapp on kokkupanek.Süstekarbi pesaga galvaniseeritud tihvtide ühendamiseks ja ühendamiseks on kaks võimalust: üksikpistik või kombineeritud pistik.Eraldi sisestamine viitab igale tihvti sisestamisele;Mitme tihvti kombinatsioon samaaegselt kasti istmega.Sõltumata sisestamismeetodist nõuab tootja, et kõiki tihvte katsetatakse montaaži etapis lekete ja õige asendi suhtes;Teine rutiinne kontrolliülesanne on seotud pistiku vastaspinna vahekauguse mõõtmisega.
 Ülaltoodud on pistiku tootmisprotsess, kuigi konnektorimudeleid on sadu tuhandeid nii palju, kuid pistiku tootmine on laias laastus selline samm.
Ülaltoodud on pistiku tootmisprotsess, kuigi konnektorimudeleid on sadu tuhandeid nii palju, kuid pistiku tootmine on laias laastus selline samm.
Postitusaeg: 12.02.2022